
する友達投資キャスティングこのビジネスはすべて「詳細が成功または失敗を決定する」ことであることを知ってください。顧客は、航空機の刃、医療機器、または精密機器部品を必要とする場合があり、0.01 mmの差により製品が廃棄される可能性があります。今日は、鋳物の正確性を達成する方法について話しましょう。
1。ワックスモデルの作成 - 精度の「最初のパス」
ワックスモデルは、鋳造の「遺伝子」に似ています。このステップが曲がっている場合、残りはすべて無駄になります。現在、メインストリームは3Dプリンティングワックスモデルを使用しており、軽い硬化樹脂の精度は±0.05mmに達する可能性があります。これは、従来の手彫りよりもはるかに優れています。しかし、温度制御に注意してください。ワークショップの温度が5°異なる場合、ワックスモデルの収縮率は不安定になる可能性があります。一定の温度と湿度の機器を使用することをお勧めします。この小さなお金を節約しないでください。
2。シェル製造プロセス - セラミックシェルを「ピット」にさせないでください
シリカソルペイントの層の数と、各層が最終サイズに直接影響する厚さの厚さ。 1つの工場は怠zyで、1つの層が1つ少ないため、鋳造の表面全体に砂の穴がありました。現在、「勾配シェルメイキング」を使用することが人気です。内層には微粉末、外層には粗粉末が滑らかさを確保するだけでなく、応力変形を減らすことができます。シェルを長時間乾かすことを忘れないでください。そうしないと、脱線中に直接「爆発」します。
3。融解と注ぎ - 溶融金属の「気性」を理解する必要があります
ステンレス鋼と高温合金の収縮率は1%異なります!金型のサイズは、材料特性に従って調整する必要があります。注ぐ温度はさらに重要です。特定の航空部品工場は、温度が20°高く、粒子サイズが粗かったため、鋳造を直接廃棄しました。これで、金型フロー分析ソフトウェアを使用して事前にシミュレートします。これは、試行錯誤よりもはるかに信頼性が高くなります。
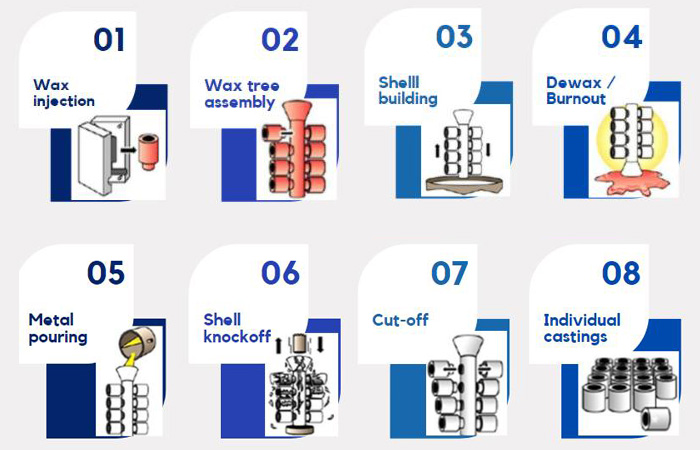
4。ポスト処理 - 粉砕はブルートフォースに基づいていません
ロボットを使用してバリを粉砕する方が安定しています投資キャスティング手動作業よりも、プログラミングは問題ありません。私は人々がトラブルを救うために大きな研削輪を使用しているのを見てきましたが、彼らは薄い壁の部分を粉砕します。 「磁気研削」は現在人気があります。小さな部分は磁場でそれ自体で丸くなり、精度は±0.02mmに制御できます。
5。検査方法 - 「ブラインドボックスを開く」ために出荷するまで待たないでください
3座標測定機が標準ですが、X線の欠陥検出を忘れないでください。タービンブレードを作った工場がありました。表面検査はすべて資格がありましたが、X線は内部の毛穴を見つけ、顧客の注文をほとんど失いました。現在、AIの目視検査でさえも使用されています。これは、人間の目よりも速く、間違いを犯しません。
結論:
最終分析では、鋳物の精度は「組み合わせパンチ」のセット全体によって達成されます。ワックス型から検査まで、すべてのリンクを真剣に受け止める必要があります。現在、市場の競争は非常に激しいものであり、精度が0.01mm余分に得られる人は誰でも、ハイエンドの注文を受けることができます。次回顧客が「正確性を確保する方法」を尋ねるときは、この記事を彼に投げるだけです。専門的な問題は専門的な方法で解決する必要があります。
プロのメーカーおよびサプライヤーとして、私たちは高品質の製品を提供しています。お客様の製品に興味がある場合やご質問がある場合は、お気軽にお問い合わせくださいお問い合わせ。
見積もりのほとんどは、24/36 時間以内に配信されます。プロジェクトの詳細にもよりますが、通常ははるかに短い時間で済みます。
当社のチームは、CNC 機械加工の見積もりについて直接連絡し、見積もりのすべての側面を受け取って理解したことを確認し、オプションに関する質問にお答えします。